
某大型紡織廠RO膜PVA污堵案例
發布時間:2022-10-15 10:36
公司名稱:山東木府環保科技有限公司
某大型紡織廠RO膜PVA污堵案例
(山東木府環保科技有限公司)
1.系統情況
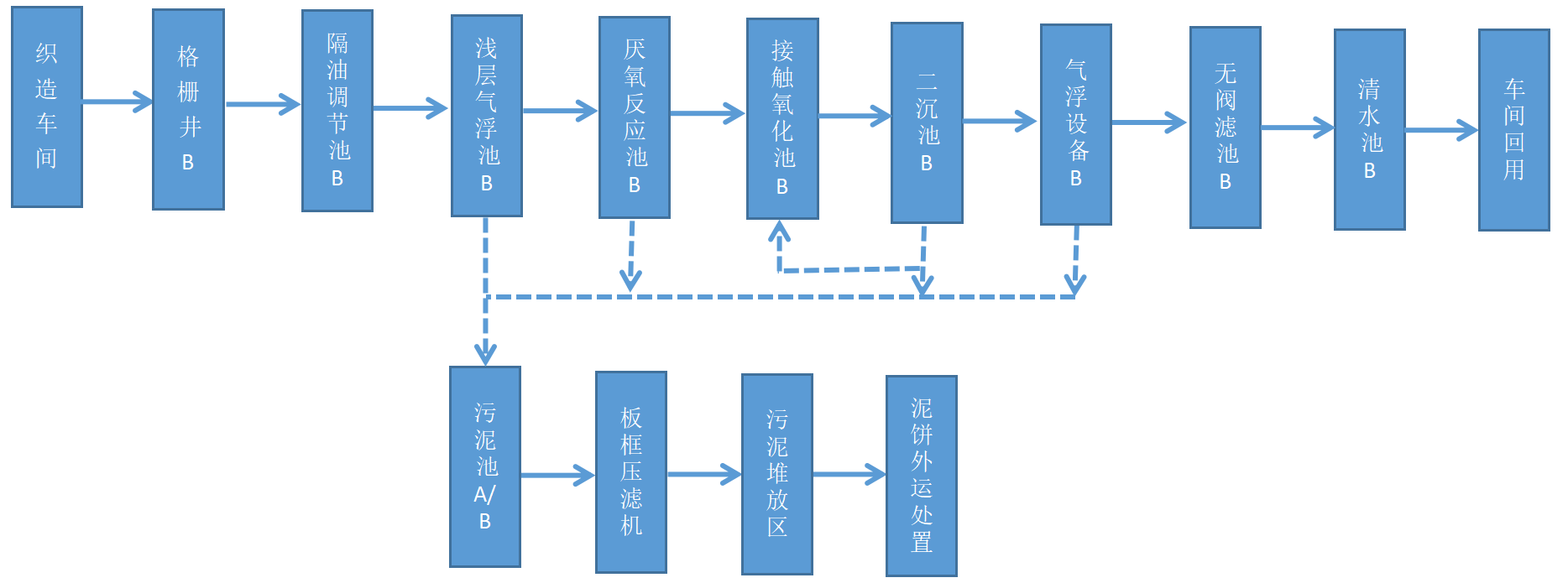
1.1 某大型紡織廠為處理工藝廢水實現中水回用,廠內設有一套污水處理系統及一套反滲透系統,廠內工藝廢水經處理后進入多介質活性炭過濾器,而后進入反滲透膜系統;(廢水處理工藝流程圖如下)
1.2 膜元件投入運行時間3個月,膜元件品牌為某國產8英寸反滲透膜;
1.3 目前系統呈現壓差較高,產水量下降的情況:設計產水量為110m³/H,實際產水量為80m³/H,產水率不足60%(設計值75%),脫鹽率約為93%(初始值為98%),運行壓差已達3.5公斤。上述情形,從新膜元件投入運行后就很快出現;
1.3 目前系統呈現壓差較高,產水量下降的情況:設計產水量為110m³/H,實際產水量為80m³/H,產水率不足60%(設計值75%),脫鹽率約為93%(初始值為98%),運行壓差已達3.5公斤。上述情形,從新膜元件投入運行后就很快出現;
| 項 目 | 產水量 | 脫鹽率 | 回收率 | 一段壓差 | 二段壓差 |
| 初始狀態 | 110 | 98% | 75% | 0.1MPa | 0.1MPa |
| 運行三個月 | 80 | 93% | 55% | 0.35MPa | 0.23MPa |
1.4 在線清洗裝置正常使用,清洗頻率約為15天/次,現場在線清洗藥箱為2m³,清洗裝備配置完整可實現對RO系統的在線清洗;目前車間在線清洗效果較差,急需離線清洗恢復產水量;
1.5 制水車間無保溫措施,氣溫較低,拆換下來的膜元件未做保養措施;
1.6 過濾器后出水泡沫明顯較大。
2.系統分析
2.1目前運行壓差3.5公斤,說明膜污堵已較為嚴重;膜元件清洗頻繁,膜元件脫鹽率及產水量逐步下降;因在線清洗只能在一定程度上清除污堵,不可能清洗徹底,時間稍長在線清洗效果逐步下降;
2.2系統膜元件使用時間并不長,造成頻繁污堵分析為如下原因:同一系統使用兩種水源補水,如果兩種水質差異較大,而加藥方式未做調整容易導致系統污堵。目前系統除了使用自來水作為補水外,另一種補水為生化后的中水,而中水有機物含量較高,非常容易造成微生物有機物污堵;存在加藥設計缺陷,目前系統有機物污堵特征明顯,但系統并未投加膜用殺菌劑;替換膜元件存放維護不到位,因氧化干裂造成膜性能下降;
2.3 冬季溫度驟降,其它作業參數不變的情況下膜通量下降,為了保證產水量,整體運行壓力增大;
2.4 進膜元件的水體泡沫較大,考慮有表活劑成分,需要送檢排查。
3.應對措施
3.1 盡快安排進行離線清洗,恢復產水量并減小運行壓差;
3.2問題得到根治以前,盡量減少中水作為補水的使用量,保證系統的穩定運行;
3.3增加膜系統殺菌處理加藥裝置,實現定期沖擊性投加膜殺菌劑(暫時不排除微生物污堵可能性);
3.4把替換下來的膜元件清洗后放入保護液中進行規范保存;
3.5 對制水車間增加保溫改造,保證室溫>5℃;
3.6 對中水水樣進行送檢。
4. 實施過程 (廠家實際實施)
4.1進行離線清洗(堿洗、酸洗,并使用多種螯合配方),膜通量有一定恢復但難以有效恢復。污堵嚴重膜元件進行返廠處理,下附返廠膜元件廠家膜片掃描電鏡照片及返廠膜元件清洗情況及結論:
2.2系統膜元件使用時間并不長,造成頻繁污堵分析為如下原因:同一系統使用兩種水源補水,如果兩種水質差異較大,而加藥方式未做調整容易導致系統污堵。目前系統除了使用自來水作為補水外,另一種補水為生化后的中水,而中水有機物含量較高,非常容易造成微生物有機物污堵;存在加藥設計缺陷,目前系統有機物污堵特征明顯,但系統并未投加膜用殺菌劑;替換膜元件存放維護不到位,因氧化干裂造成膜性能下降;
2.3 冬季溫度驟降,其它作業參數不變的情況下膜通量下降,為了保證產水量,整體運行壓力增大;
2.4 進膜元件的水體泡沫較大,考慮有表活劑成分,需要送檢排查。
3.應對措施
3.1 盡快安排進行離線清洗,恢復產水量并減小運行壓差;
3.2問題得到根治以前,盡量減少中水作為補水的使用量,保證系統的穩定運行;
3.3增加膜系統殺菌處理加藥裝置,實現定期沖擊性投加膜殺菌劑(暫時不排除微生物污堵可能性);
3.4把替換下來的膜元件清洗后放入保護液中進行規范保存;
3.5 對制水車間增加保溫改造,保證室溫>5℃;
3.6 對中水水樣進行送檢。
4. 實施過程 (廠家實際實施)
4.1進行離線清洗(堿洗、酸洗,并使用多種螯合配方),膜通量有一定恢復但難以有效恢復。污堵嚴重膜元件進行返廠處理,下附返廠膜元件廠家膜片掃描電鏡照片及返廠膜元件清洗情況及結論:
|
膜元件 序列號 |
返品膜元件重量 (kg) | 標準膜元件重量 (kg) | 返品膜元件返廠時性能 | 標準膜元件性能 | ||
| 產水量(GPD) | 脫鹽率(%) | 產水量(GPD) | 脫鹽率(%) | |||
| A483204967933173 | 14.7 | 14.0 | 4650 | 93.5 | 10500 | 99.5 |
| A483204740897517 | 14.9 | 14.0 | 5008 | 94.3 | 10500 | 99.5 |
|
膜元件 序列號 |
清洗方法 | 返品膜元件清洗后性能 | 產水量及脫鹽率標準測試條件 | |||
| 產水量(GPD) | 脫鹽率(%) | |||||
| A483204967933173 | 酸洗:2%檸檬酸溶液,清洗溫度 30℃;堿洗:0.3%NaOH 溶液,清洗溫度 30℃。 | 6636 | 93.9 | 2000ppm NaCl,15%回收率,225psi,25℃,pH7-8 | ||
| A483204740897517 | 6711 | 94.5 | ||||
(膜元件廠家報告)參考結論
A、 2 支膜元件返回時外觀完好,但重量分別增加了約 0.7kg 和 0.9kg,增加的重量視為進入膜元件內的污染物重量。
B、 2 支膜元件返回時產水量衰減嚴重,與新膜相比,衰減幅度均超過 50%,脫鹽率也有所衰減。
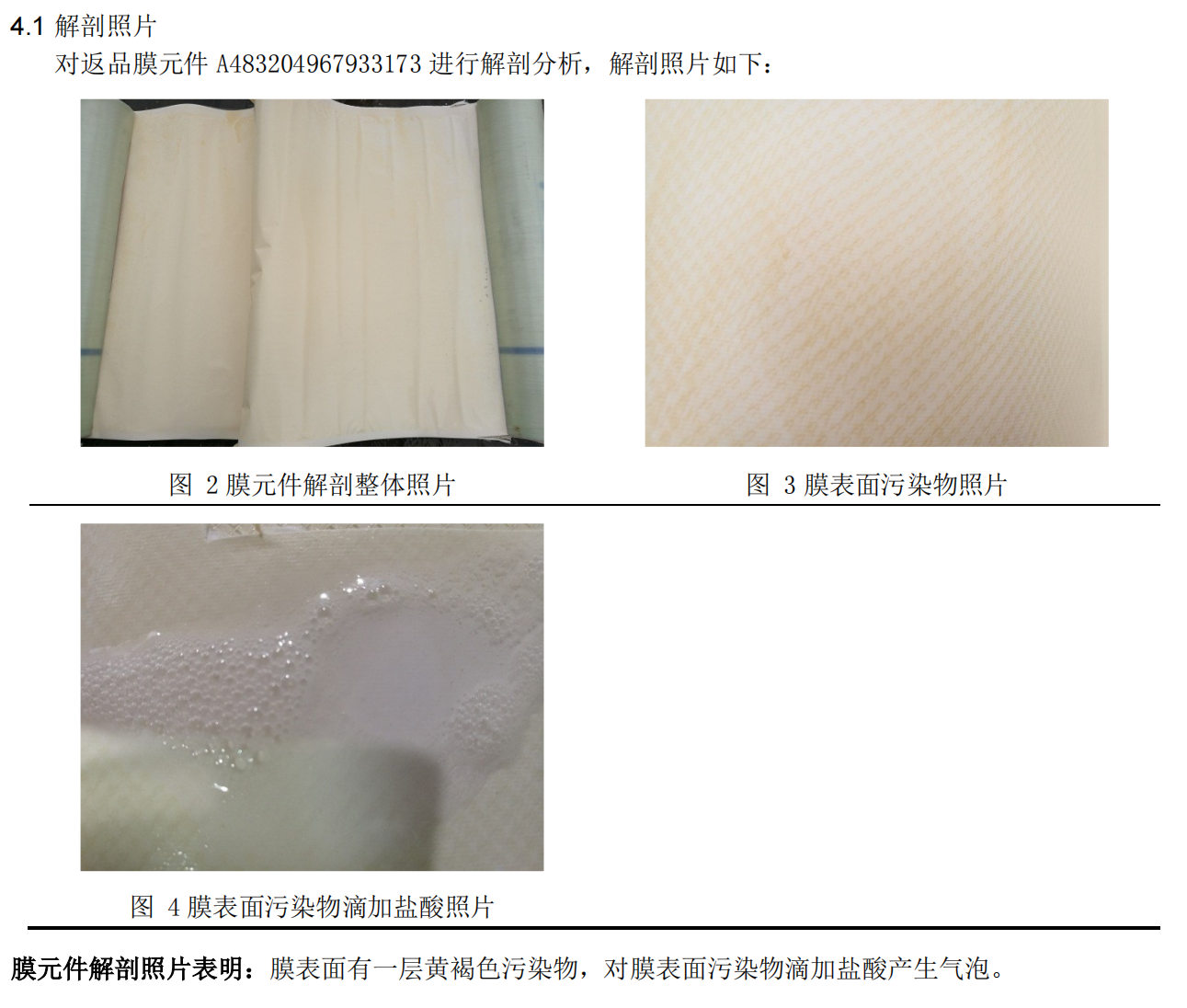
C、 膜元件解剖分析表明膜表面有一層黃色污染物,膜表面滴加鹽酸產生氣泡,說明膜表面存在碳酸鹽結垢污染。
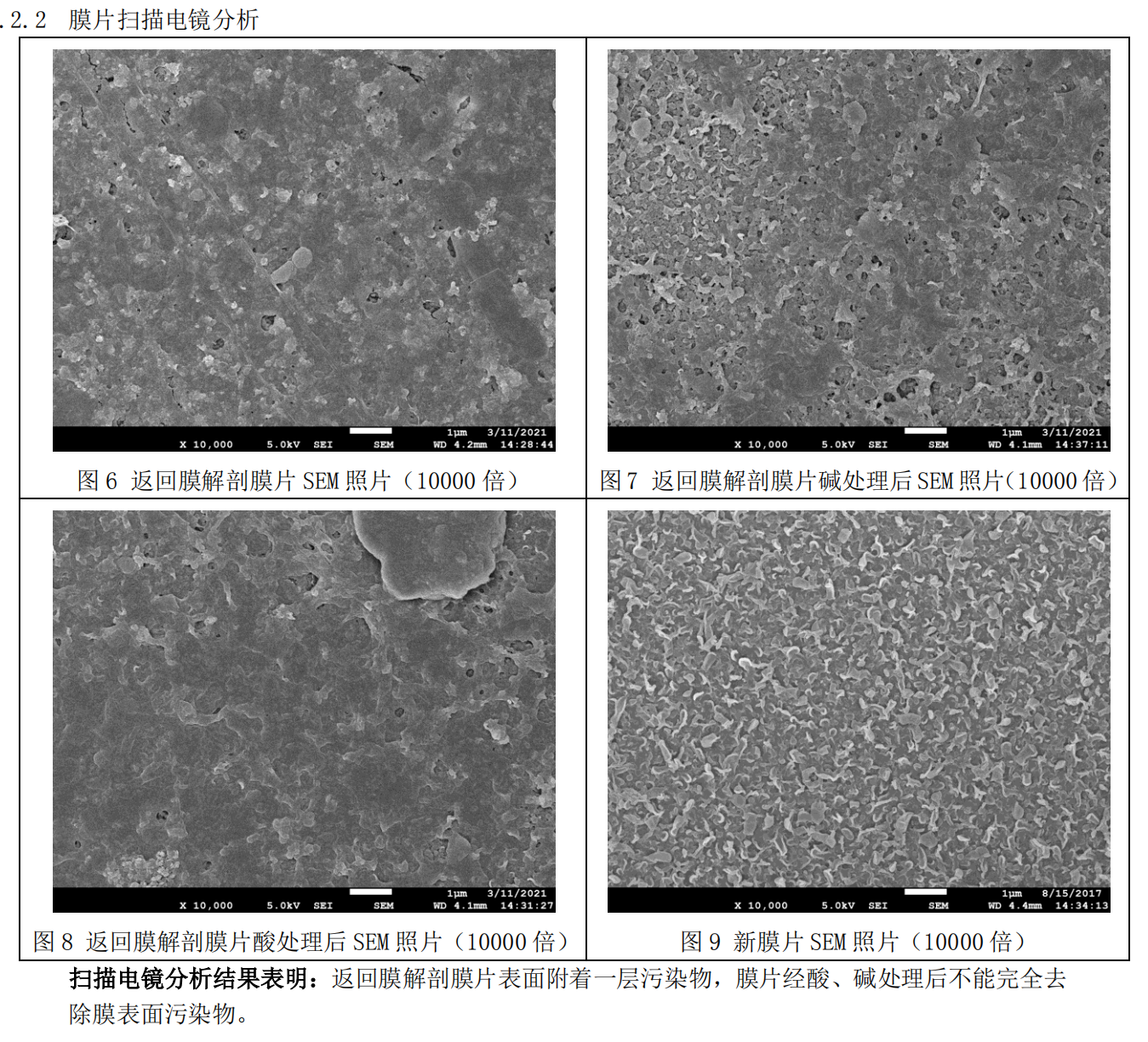
D、 解剖膜片分析結果表明,膜表面附著一層污染物,污染物含碳酸鹽結垢成分;膜片經酸、堿處理后,膜表面污染物未能完全去除。由以上分析判斷,膜元件性能不合格是發生碳酸鹽結垢及有機污染所致。
4.2 綜合返廠檢測及車間離線清洗情況,本次排除膜元件微生物污堵的可能性;為了預防后期微生物滋生導致膜污堵,膜系統增加殺菌劑加藥裝置并實現定期加藥(每周一次,按照100ppm加藥量沖擊性投加60min);
4.3 用戶反饋RO來水水體中檢測出PVA成分(PVA名為聚乙烯醇,水溶性高分子聚合物),PVA屬于紡織工藝用漿料的組分,說明在污水處理過程中PVA去除不徹底;用戶組織污水處理工藝設計及運維廠家協商解決PVA去除不凈的問題,并最終通過調整絮凝劑及加鹽量的方式順利解決該問題(解決方法為用戶反饋)。
5. 結果與總結
5.1 進膜元件的水體泡沫不再明顯;
5.2 應對措施執行后系統運行趨于平穩,未再發生產水量、脫鹽率、壓力壓差持續異常的情況;
5.3 該紡織廠本次膜污堵以PVA污堵為主,碳酸鹽結垢為次要原因;
5.4 PVA混入膜系統補水水體,對膜系統產生極大危害。
A、 2 支膜元件返回時外觀完好,但重量分別增加了約 0.7kg 和 0.9kg,增加的重量視為進入膜元件內的污染物重量。
B、 2 支膜元件返回時產水量衰減嚴重,與新膜相比,衰減幅度均超過 50%,脫鹽率也有所衰減。
C、 膜元件解剖分析表明膜表面有一層黃色污染物,膜表面滴加鹽酸產生氣泡,說明膜表面存在碳酸鹽結垢污染。
D、 解剖膜片分析結果表明,膜表面附著一層污染物,污染物含碳酸鹽結垢成分;膜片經酸、堿處理后,膜表面污染物未能完全去除。由以上分析判斷,膜元件性能不合格是發生碳酸鹽結垢及有機污染所致。
4.2 綜合返廠檢測及車間離線清洗情況,本次排除膜元件微生物污堵的可能性;為了預防后期微生物滋生導致膜污堵,膜系統增加殺菌劑加藥裝置并實現定期加藥(每周一次,按照100ppm加藥量沖擊性投加60min);
4.3 用戶反饋RO來水水體中檢測出PVA成分(PVA名為聚乙烯醇,水溶性高分子聚合物),PVA屬于紡織工藝用漿料的組分,說明在污水處理過程中PVA去除不徹底;用戶組織污水處理工藝設計及運維廠家協商解決PVA去除不凈的問題,并最終通過調整絮凝劑及加鹽量的方式順利解決該問題(解決方法為用戶反饋)。
5. 結果與總結
5.1 進膜元件的水體泡沫不再明顯;
5.2 應對措施執行后系統運行趨于平穩,未再發生產水量、脫鹽率、壓力壓差持續異常的情況;
5.3 該紡織廠本次膜污堵以PVA污堵為主,碳酸鹽結垢為次要原因;
5.4 PVA混入膜系統補水水體,對膜系統產生極大危害。
98.6%的用戶瀏覽了以下推薦產品







